 |
Accurate compensation system for thermal deformation of machine
tools
Harumitsu Senda(OKUMA Corporation) , Reiji Satou(OKUMA
Corporation)
1. Summary
Due to higher efficiency and higher accuracy for the machine
tools, minimization of the thermal deformation, which causes to the
machining dimensional deviation is required strongly. The thermal
deformation is mainly caused by three factors. First, internal heat
creation by machine operation, such as motor and main spindle running.
Second, change of the environmental room temperature. Third, heat
generation by machining process. In the past, compensation for this
problem has been taken by human machining engineering technology.
Therefore, we have developed a compensation system that mechanical
construction itself can compensate thermal deformation automatically. This
system utilizes temperature factors, which have a close relation between
thermal deformation and key components. Now, this efficient system has
been adapted for various kinds of machine tools.
2. Description of technology
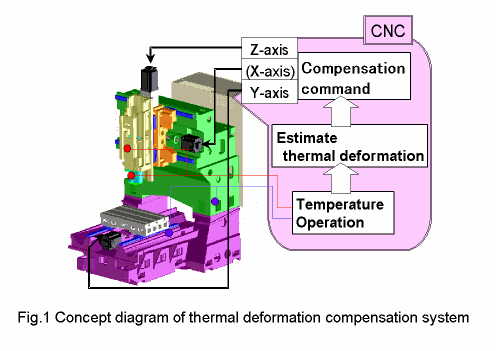
Figure 1 shows the conceptual diagram
of a vertical machining center that is equipped with our thermal
deformation compensation system. This system which is controlled by Okuma
own developed CNC equipment estimates and computes a thermal deformation
based on temperature data from exclusive thermo-sensors which are
allocated on major machine construction, such as main spindle and column.
And a large amount of compensation is transferred to overlap the
applicable axis servo signal in real time.
While the machine tool
is in operation, the thermal deformation is seldom in a stable condition,
but almost continuously in a transient state of thermal deformation. For
example, during the work piece machining, main spindle rotation which
changes frequently in a short time and the cutting fluid temperature
transition usually cause the thermal deformation. In the long-time
machining of workpieces such as dies and molds, room temperature
transition also causes the thermal deformation of entire machine.
Therefore, in order for the operator to use a machine with confident as if
there were no thermal displacement, estimating the thermal deformation in
a wide variety of operating conditions (transient states) accurately was a
main aim of development.
1) Technology for estimating thermal
deformation of main spindle
The highest percentage of thermal
deformation attributable to internal heating is produced by main spindle
rotation. This characteristic of the thermal deformation depends on the
spindle speed. And thus it was difficult to estimate the thermal
deformation accurately. To solve this problem, we expressed these
deformation characteristics through experimental formulas by using the
parameters of the spindle speed and incorporated the formula for
compensating in a continuously transient state into the computation for
estimating thermal deformation. This has enabled to estimate the thermal
deformation at all rotation speeds accurately. As a result, when the time
constant of thermal deformation changes greatly due to the spindle
rotating and stopping, or when the transient state of thermal deformation
occurs successively, it is possible for this new system to control any
change of thermal displacement within 5μm.
2) Technology for estimating
thermal deformation in the mechanical structure
Machining heat
(from cutting fluid temperature) and room temperature change have an
effect on the stability of machining accuracy. In addition, as the
coefficient of heat transfer varies depending on the presence or absence
of cutting fluid during machining, we have developed technology to set up
temperature sensors in the appropriate structural elements to analyze the
thermal flow. This makes it possible to estimate the thermal deformation
accurately in a wide variety of operating conditions. Under the condition
changing room temperature by 8℃, we have achieved a stable machining
condition within 10μm dimensional change.
3) Securing the quality of
the machining surface through our compensation system
With the
evolution of machining technologies in recent years, the machining surface
roughness has been improved, and in some cases even an instruction for a
compensation of 1μm in thermal deformation affects the machining surface
quality. For this reason, though the CNC device uses 1μm-unit in
normal instructions, our compensation system uses 0.1μm- unit. This makes
our thermal deformation compensation system accurate highly and produces
fine quality machining.
3. Conclusion
We have developed a thermal deformation
compensation system that compensates for machining tools under a wide
variety of operating conditions accurately. A great number of models
including multi-function machines, lathes, machining centers and grinders
have been equipped with this thermal deformation compensation system and
it has already contributed to the enhancement of our users' productivity.
It has also helped to save energy by eliminating the warm-up time of
machines to secure accuracy and by modifying the environmental conditions.
Furthermore, this technology has proved to be valuable for
developing ideas of new design concepts because it is enable to achieve
further innovations for accuracy in tandem with a mechanical structure
that takes the thermal deformation into close account.
Fig.2 Machine tools with thermal
deformation compensation system
|



{kind=link}
{kind=link}