

 |
Development of Low Caloric Gas
Fired300MW High Efficiency Combined Cycle Power Plant
1. Abstract
Currently, Mitsubishi Heavy Industries, Ltd. and Kimitsu Cooperative Thermal Power Company, Inc. have jointly developed 300MW combined cycle power plant for Kimitsu power station unit #5. This power plant effectively utilizes mixed gas of blast furnace gas (BFG) and coke oven gas (COG) as the power generation fuel which are generated in the steel manufacturing processes of steel works. As a core engine, a M701FS gas turbine (GT) employing the latest high temperature technology was adopted, and achieved 48.7% gross thermal efficiency (Gross calorific value basis) by increasing the turbine inlet temperature up to 1300℃. It could highly improve thermal efficiency compared with the past experience. In addition, the high performance combustor was developed that can burn the incombustible gas with small combustible range over the total operating range in stable condition. By applying this combustor, NOx emission level at the GT exit could be reduced to less than 10 ppm (reduced value with 16% O2) in all load operation. Therefore, it is proved that this unit also has superior environmental performance. 2. Technical features
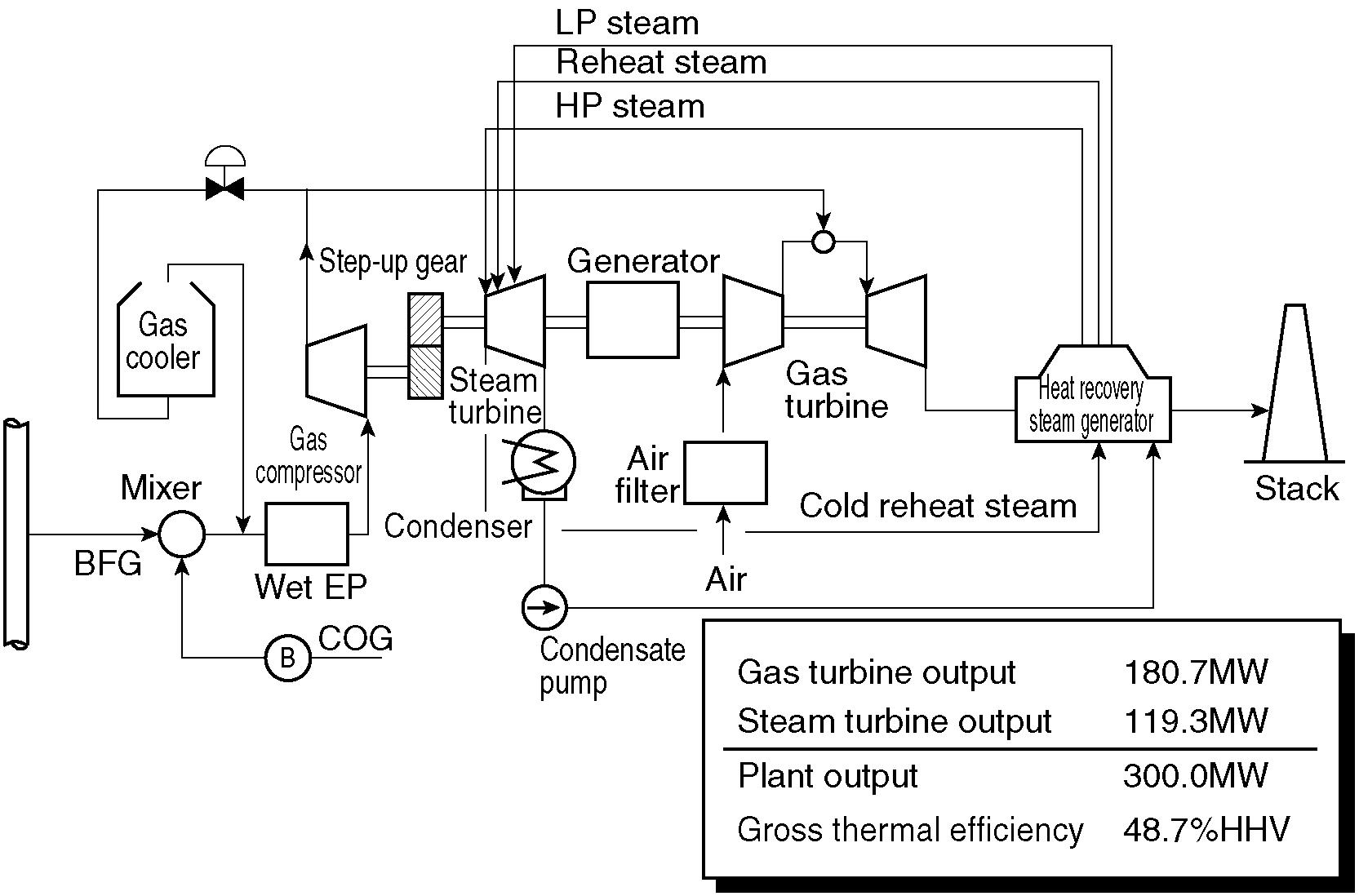
The schematic flow diagram of this system and the sectional structure of the GT as a core engine are shown inFig.-1 and Fig.-2 respectively. The main fuel is BFG which is generated in the steel manufacturing processes of steel works. This is low caloric gas around 3,345kJ/m3 (Gross calorific value basis), and the combustible range is very small, a half of that of LNG. This BFG is supplied as the GT fuel after mixing with COG for carburetion and increasing calorie to 4,606kJ/m3N. The calorie of unstable BFG is carburetted uniformly and stabilized by controlling the flow mixed with this high caloric gas. There is concern about sharp performance degradation due to fouling of fuel gas compressor because the mixed gas includes dust element around 10mg/ m3N, however, development of fouling could be prevented by installation of both wet type electrostatic precipitator (EP) for removing impurity efficiently and the equipment for cleaning the gas compressor blades and vanes periodically during operation. In order to burn incombustible gas with small combustible range stably in the total operating range from start-up of GT to full load operation with 1300℃ combustion gas temperature, the multi cannular combustor with air bypass valve was developed. The air bypass valve bypasses a part of combustion air to the down-stream side of the combustion area especially at low load and controls decline of fuel air ratio in the combustion area. Thus, it could maintain high combustion efficiency in the total operating range. In addition, the NOx emission level at GT exit achieved less than 10ppm (reduced value with 16%O2) in all load operation. BFG is low calorie, so a larger amount of fuel is required than the standard GT using LNG fuel. BFG is supplied from the blast furnace under low pressure around 600mmAq, so BFG must be compressed to the pressure ratio 16 or more, and the gas compressor that can compress a large amount gas flow efficiently is required. Therefore, 100MW class axial flow gas compressor suitable for a large amount gas flow was developed. On the other hand, for the turbine section, the suction air flow amount of GT air compressor was optimized at design stage in order to apply the proven standard specification considering the balance with a large amount fuel gas flow. BFG has a feature that has 20%vol. of toxic CO. Therefore, the gas turbine was strictly designed so that no fuel gas could leak outside the system. The direct cooling type gas cooler with built-in decompression perforated plate and cooling water spray nozzle was equipped at the exit portion of fuel gas compressor. The shut off of the high pressure and high temperature fuel gas to the GT could be all recovered in the system safely even at emergency stop from full load operation by decrease of pressure and temperature through this cooler. The segment seal was applied to the shaft seal part of the fuel gas compressor by supplying N2 as buffer fluid to prevent fuel gas from leaking outside the engine thoroughly. The arrangement of each equipment is simple that the gas turbine, generator, steam turbine are connected together through gas compressor and step-up gear to make a single shaft configuration. The total shaft span reaches about 56m, so the flexible coupling was arranged at both ends of the steam turbine shaft in order to prevent mutual effect due to thermal expansion in the axial direction and keep stability of the shafting. Moreover, no special starting system other than the steam turbine starting system driven by steam supplied from the existing boiler was applied. It also contributed to simplification of the shafting structure. 3. Summary
Compared with the past achievement, this power generation unit could achieve considerable performance improvement of generation output 300MW, gross thermal efficiency 48.7% as a combined cycle power plant firing low caloric by-product gas. It was put into commercial operation on July 28, 2004 as scheduled, and currently has been successfully operated. |
|
|
![]()
|
|
Please feedback us! wwwadmin@jsme.or.jp All Rights Reserved, Copyright (C) 1996, The Japan Society of Mechanical Engineers. |

{kind=link}
{kind=link}