

 |
Development of turrets with
built-in milling motors for NC lathes
1. Summary
A first in lathe history, a turret with a built-in milling motor has been developed for NC lathes’ milling function. By simplifying the drive structure of the rotary tool and placing the rotary tool motor inside the turret, it has become possible to improve transmission efficiency and cut down on heat transfer by using cooling oil. Furthermore, an ultra-rigid turret that even incorporates a tool holder has also been developed. A machine that rivals small machining centers in cutting performance, machining precision, speed and machined surface quality has been realized. 2. Technical Details In the past there have been many machine tools that are NC lathes incorporating milling functions. However, such milling functions were merely ancillary and machining precision, cutting performance and machined surface quality were never satisfactory. In order to solve this problem, a turret with a built-in motor was developed to create a lathe with real milling functions that could rival a machining center. Previously, many gears and timing belts were used for power transmission mechanisms such as drive motors and rotary tools in NC lathes with milling functions (see figure 1). These numerous gears and belts and the rotation of bearings placed in various locations to maintain these devices was a cause of temperature increases, vibration and noise. Thermal displacement, machined surface quality, tool life and machining precision were all negatively influenced by such factors. It also hindered the increase in speed of rotary tools. In order to solve these problems, Mori Seiki developed a turret with a built-in milling motor as a drive mechanism for mills in NC lathes. This was achieved by placing the milling drive motor as near as possible to the rotary tool, and simplifying the drive transmission as much as possible. More specifically, the rotary drive motor is a DDS motor, which has been incorporated into the internal workings of the turret (see figure 2). By adopting this structure all unnecessary transmission parts are removed and drive transmission efficiency can be improved. Enhanced surface quality is achieved because of improved milling functions and reduced vibration during the machining process. Moreover, the milling tool’s maximum spindle speed increased from the previous 4,000min-1 to 6,000min-1. A complete cut down in heat transfer was achieved by placing a jacket cooling system over the entire drive unit, including the rotary tool drive motor, and circulating cooling oil(Fig. 3 Internal structure of turret). In doing so, the effects of heat were reduced to 1/15 of the effect observed in previous units. Furthermore, the tool holder widens the contact surface and reduces the connecting distance between the tool blade tip and the holder, greatly improving the rigidity of the tool. Additionally, a positioning key, which takes design hints from curvic couplings, is used to raise the precision of repeated attaching/detaching movements (See photos 1 and 2). As a result, a machine possessing milling capabilities comparable to a No. 40 taper machining centre, with remarkable machining precision, speed and machined surface quality has been realized. 3. Conclusion
This recently developed turret with a built-in milling motor has become a standard specification in the ‘Rigid and Precise CNC Lathes’ series, first announced in 2004, and makes up approximately 70% of orders for the NL Series with milling specifications. Toshiaki Tanaka, Toyota Motor Corp. Power Train
Engineering Div.2, Toshio Fujimura, Toyota Motor Corp. Engine Engineering
Div.2, Souichi Matsushita, Toyota Motor Corp. Power Train Engineering
Div.2, Akira Shoji, Toyota Motor Corp. Power Train Engineering Div.2,
Seiji Okawara, Toyota Motor Corp. Material Engineering Div.1
1. Summary
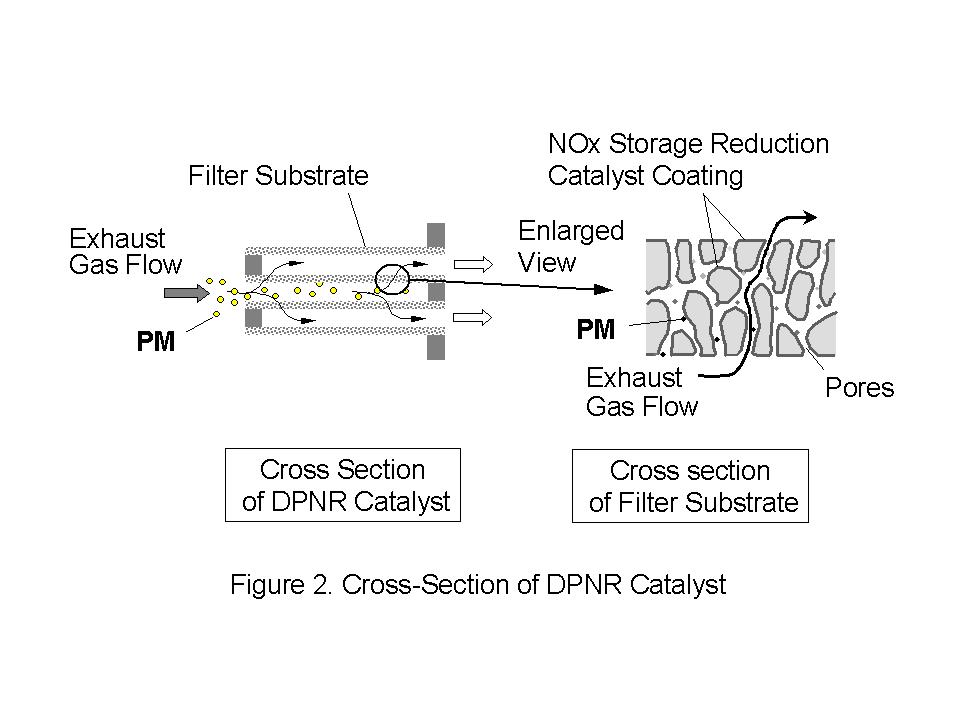
Diesel engines with excellent fuel economy are receiving attention as an effective method of reducing CO2 emission to suppress global warming. However on the other hand, suppression of particularly particulate matter (hereinafter referred to as PM) and NOx emissions is the major issue from the aspect of improving urban environment. To cope with this issue, we have developed a practical catalyst system (Diesel Particulate - NOx Reduction System: DPNR) that is a world first simultaneously reduction system of PM and NOx - a task that was previously considered impossible. This was accomplished by combining system control technology that realizes diesel engines to drive with a rich air-fuel ratio and catalyst technology (a NOx storage and reduction catalyst and a new highly porous filter substrate). 2.Technology
This system applies a DPNR catalyst, with a NOx storage and reduction catalyst uniformly coated on the wall surface and in the fine pores of a highly porous filter substrate, on a base comprised of a direct injection diesel engine with a newly-developed fuel injector installed on the upper stream of catalyst for adding fuel to the exhaust system, along with a common-rail fuel injection system capable of carrying out high-pressure, high-precision fuel injection control, plus a electrically controlled EGR system, in order to make it possible to drive with a rich air-fuel ratio, and to achieve precious catalyst temperature control (Fig. 1, Fig. 2). Particulate matter emitted from the engine is temporarily
caught in the fine pores of a highly porous filter substrate and then,
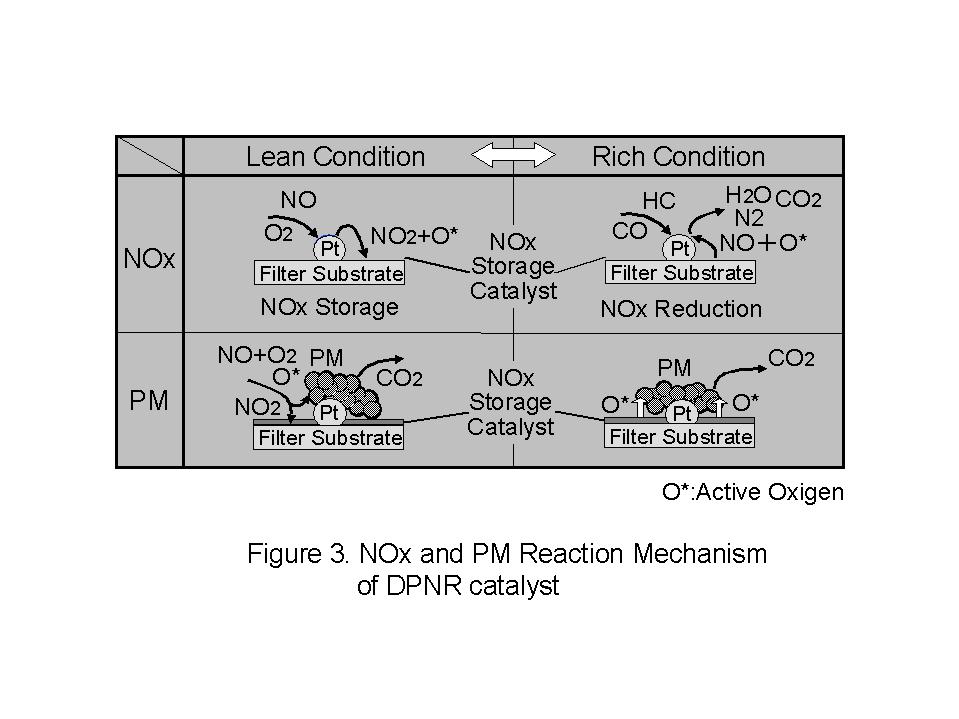
starting at a low temperature of about 300?C, it is continuously by an
active form of oxygen produced on the catalyst by repeated switching
between a lean air-fuel ratio and rich air-fuel ratio and the oxygen
contained in the exhaust gas. NOx is stored in the DPNR catalyst in the
lean air-fuel ratio condition and is reduced in the rich air-fuel ratio
condition. In this way , we have achieved the simultaneous reduction of
particulate matter and NOx by this technology, which had previously been
considered impossible in diesel engines (Fig.
3).
We applied this system to the diesel engine-powered light-duty trucks with a load capacity of 2 to 3 tons (Toyota Dyna, Hino Dutro) that are commonly used in urban logistics and started sales in Oct. 2003. Their figures for NOx emissions reached a 75% reduction level with respect to the Japan new short-term regulation implemented in Oct. 2003, and as to PM, they reached an 85% reduction level with respect to that regulation (in line with the new long-term regulation scheduled to take effect in October of 2005). Furthermore, in Europe, we applied this system to a passenger vehicle (Toyota Avensis) and after a large-scale field trials in Europe and Japan, started sales in Oct. 2003. This vehicle achieved a exhaust emission level much lower than that specified in the Euro 4 regulation, which will be implemented in 2005. 3.Conclusion
We demonstrated the possibility of realizing clean diesel vehicles with low CO2 emissions, by introducing in Japan and Europe with this system, which have extremely low emissions far below the regulation figures governing NOx and PM. In future, we hope to make wide application of this technology and contribute to improving the urban environment. |
|
|
![]()
|
|
Please feedback us! wwwadmin@jsme.or.jp All Rights Reserved, Copyright (C) 1996, The Japan Society of Mechanical Engineers. |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}